水冷散热板盖板加工
水切割/锯床/剪板机下料,四周留余量2~3mm,厚度方向留余量1.5mm;
加工中心/线切割/水切割加工水道形状,根据焊接方法的不同(搅拌摩擦焊接、钎焊、电子束焊接)与水冷散热板的配合公差,一般取0.05~0.1mm
水冷散热板基板加工
水切割/锯床下料,四周留余量5mm,厚度方向留余量3~5mm;
大立铣/加工中心粗加工成型,四周留余量3mm,厚度方向焊接面留余量1.5mm,非焊接面方向留余量1mm;
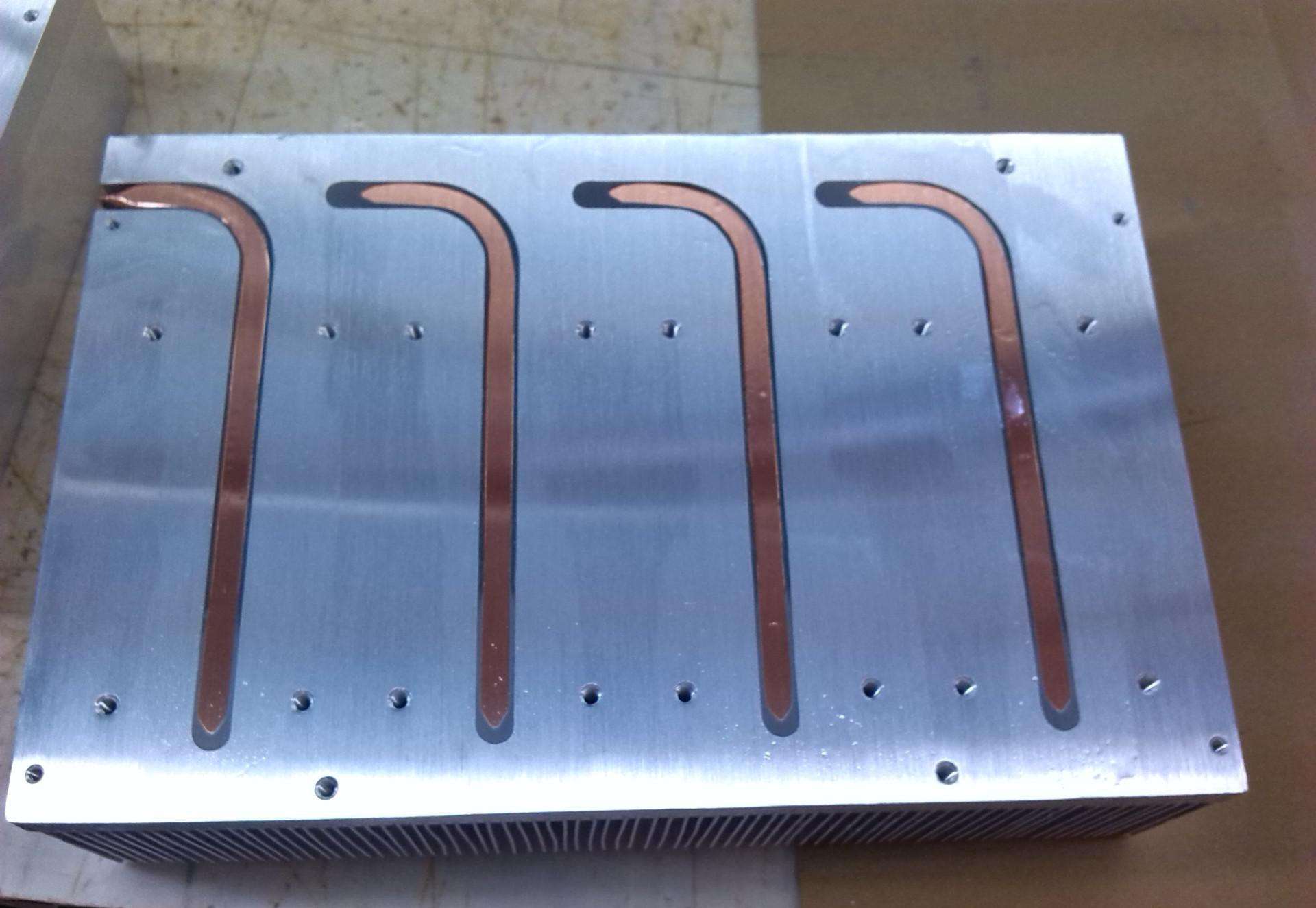
加工中心/高速数控铣加工水道、台阶,初步加工进出水口。注意根据焊接工艺的不同做好与盖板的配合;
焊前装配
根据工艺要求,完成水冷散热板盖板与基板装配。注意工艺要求的配合公差;

